| 加工定制:否 | 品牌:GYPEX/英鹏 | 型号:thisis型号 |
| 材质:thisis材质 | 装机容量:thisis装机容量Kw | 功率:功率7630Kw |
| 容积:容积2812L | 介质尺寸:介质尺寸6668mm | 用途:用途2960 |
| 规格:规格1130 |
厌氧反应器的概述
随着科学的发展,科研的不断深入,许多新技术,新材料,新理念被广泛运用于环境保护行业,使我国环境保护技术得到的长足的发展。食品、生物、化工等行业排放大部分废水都属于高浓度有机废水,利用常规的物化、生化处理难达到处理目的,同时存在操作管理,投资大,运行成本高等一系统问题。

优化反应器系统
许多研究和设计致力于改善颗粒污泥床反应器,目标是减小传质阻力和提高有机负荷率。进一步的期望在于如采用分级污泥床系统处理特殊污水,如化工污水。对于毒性、难降解有机化合物的处理,有意义的期望在于厌氧反应器。应将现有的相关成熟技术程度地集成和整合,突破整合过程中的技术难点和关键技术,开发出具有实际应用价值的多级多相厌氧处理工艺。
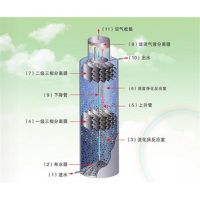
厌氧反应器形成过程
进水由底部进入***反应区与颗粒污泥混合,大部分有机物在此被降解,产生大量沼气,沼气被下层三相分离器收集,由于产气量大和液相上升流速较快,沼气、废水和污泥不能很好分离,形成了气、固、液混合流体。又由于气液分离器中的压力小于反应区压力,混合液体在沼气的夹带作用下进入气液分离器中,在此大部分沼气脱离混合液外排,混合流体的密度变大,在重力作用下通过回流管回到***反应区的底部,与***反应区的废水、颗粒污泥混合,从而实现了流体在反应器内部的循环。内循环使得***反应区的液相上升流速大大增加,可以达到10~20 m/h。 ***反应区的液相上升流速小于***反应区,一般仅为2~10 m/h。这个区域除了继续进行生物反应之外,由于上升流速的降低,还充当***反应区和沉淀区之间的缓冲段,对解决跑泥、确保沉淀后出水水质起着重要作用。